CNC Machining of 1:1 Car Steering Wheel
CNC machining is a cutting-edge technology that has revolutionized the automotive industry, allowing for the production of high-quality and precise components such as 1:1 car steering wheels. The process begins with the design of a detailed CAD model that serves as a blueprint for the CNC machine to follow.
The raw material, usually aluminum or carbon fiber, is securely mounted onto the CNC machine, and the cutting tools are programmed to precisely remove material according to the CAD design. This results in a steering wheel that is an exact replica of the original design, with intricate details and precise dimensions.
1:1 car steering wheels produced through CNC machining are not only aesthetically pleasing but also offer superior performance and durability. The precision and accuracy of CNC machining ensure that each steering wheel meets the highest standards of quality and safety.
In conclusion, CNC machining has transformed the production of car steering wheels, allowing for the creation of 1:1 replicas that combine functionality, style, and reliability in the automotive industry
Precision CNC Headlight Processing
CNC machining is a highly precise and efficient method for creating intricate automotive components such as headlights. The process involves using computer-controlled machinery to precisely cut and shape raw materials into the desired form.
To begin the CNC machining of a precision headlight, the first step is to design a detailed CAD model of the headlight, specifying dimensions, angles, and any intricate features. This design serves as the blueprint for the machining process.
Next, the raw material, typically a high-quality aluminum or plastic, is securely mounted onto the CNC machine. The machine is then programmed with the CAD design, and the cutting tools are carefully calibrated to start removing material from the workpiece.
Throughout the machining process, operators monitor the machine to ensure precise cutting and shaping. Finishing touches such as polishing and coating may be applied to enhance the appearance and durability of the headlight.
In conclusion, CNC machining is a crucial technology for producing high-quality and precise automotive components like headlights. Its ability to accurately and efficiently shape raw materials makes it an indispensable tool in the manufacturing industry.
In modern manufacturing industry, CNC machine tools have become important tools for production and processing. CNC (Computer Numerical Control) operation refers to the process of controlling machine tools for processing using a computer control system. Compared to traditional manual operations, CNC operations have advantages such as high precision, high efficiency, and good stability.
When performing CNC operations, the first step is to write a program. Program writing involves using specialized software to write a program that guides the machine tool for processing based on the requirements of the workpiece. Program writing needs to consider factors such as tool paths, processing sequences, and speeds to ensure a smooth processing process. After completing program writing, the program is loaded into the control system of the CNC machine tool.
Next is setting up and calibrating the machine tool. Operators need to set parameters such as workpiece clamping, tool changing, and processing speed according to the requirements of the workpiece. Calibration of the machine tool is also necessary to ensure that the machine tool's motion trajectory and processing accuracy meet the requirements.
Finally, the machine tool is started for processing. During the processing process, operators need to monitor the machine tool's operating status and adjust parameters in a timely manner to ensure processing quality. After completing the processing, the finished product needs to be inspected to ensure that it meets the requirements.
In conclusion, CNC operation is a work that requires professional knowledge and skills. Only by mastering relevant technologies and operating methods proficiently can processing efficiency and quality be guaranteed. With the continuous development of technology, CNC operations are constantly evolving and have become an indispensable important link in modern manufacturing industry.
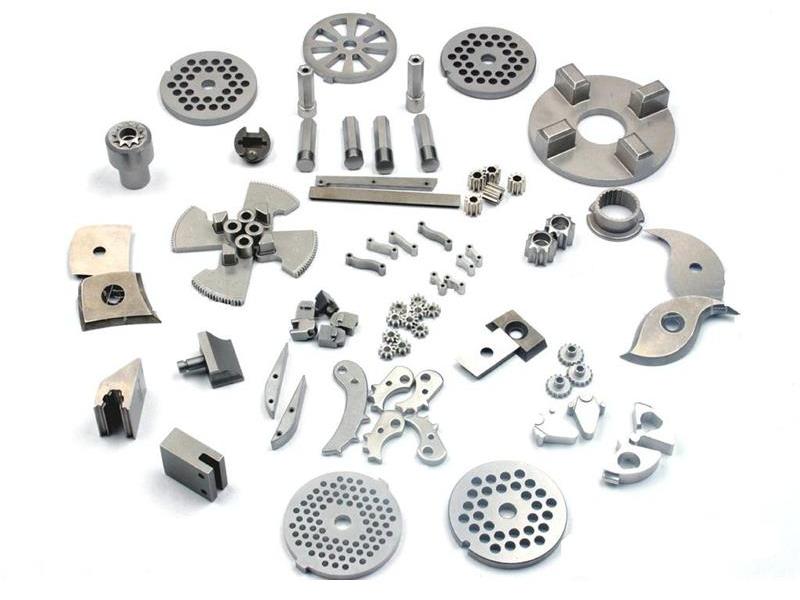
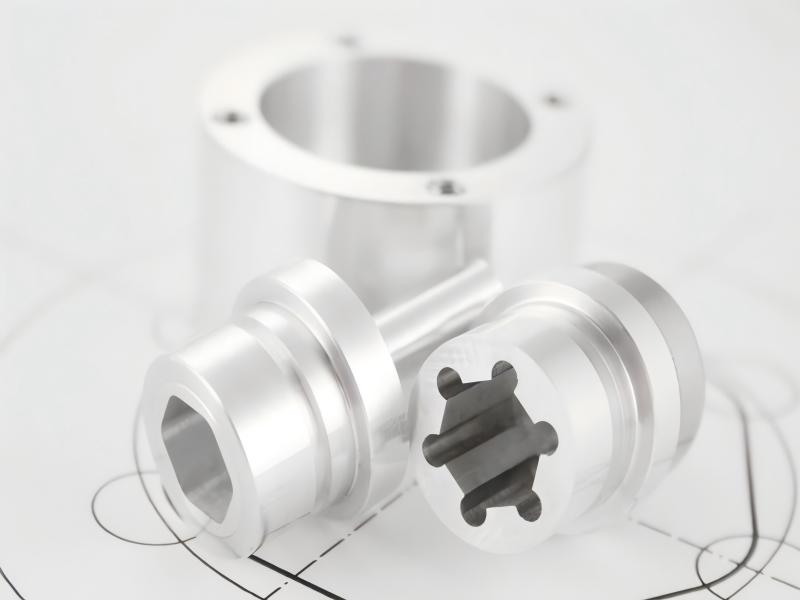
Among the materials involved in machining, aluminum should be the most extensive, so if the efficient processing of aluminum has become a headache for many enterprises, the market competition is very fierce, the price is getting lower and lower, while controlling the cost, it should be more efficient processing of aluminum, below we will discuss what are the precautions for efficient processing of aluminum.First of all, the state of the machine tool should be checked, including the lead screw, spindle and other core components, these are one of the conditions that determine the health of the machine tool, the machine tool is not healthy, it is difficult to ensure efficient processing of aluminum parts; In the processing process, attention should be paid to the high temperature generated during the cutting process, after rapid cooling, the workpiece is easy to deform, resulting in excessive size, and the precision of the parts cannot be guaranteed, so choosing the right cutting fluid for cooling is also the most important;In the process design stage before the workpiece processing, we must follow the first roughing, after finishing mode, the first face after the hole and then the end face, the first big face after the small face, etc., the design of tooling fixtures must be fine, minimize the number of clamping times, the use of combination fixtures, etc., the fixture seamlessly reduces the impact of aluminum chips on the workpiece to ensure that the surface finish of the parts is not affected;In terms of machine parameters and processing parameters, the feed parameters should be reasonably designed in combination with the workpiece size precision and the tool to ensure the stability of the workpiece in the process of processing; In addition to the following precautions, factors such as the strength of the clamping should also be considered, and for some aluminum materials that have not released stress, aging treatment should be carried out before processing, and then processing after stress relief. 3D Kaide Precision Industry has rich machining experience in processing aluminum parts, not only often processing conventional grades of 7 series, 6 series, 5 series, 2 series aluminum, but also often processing special high-silicon aluminum and other materials.
As a person engaged in machining, reasonable design of product machining tolerance is conducive to the processing and quality assurance of parts, machining tolerance and machining allowance is often misunderstood, resulting in the design of machining tolerance is unreasonable, can not meet the drawing requirements of parts, and eventually scrapped.The design of mechanical parts first from the assembly point of view, according to the matching of parts to give the corresponding tolerance standards, and parts in the machining enterprise, it should consider the processing process and surface treatment to design the corresponding processing tolerance. In the early part of the rough, the general tolerance is relatively large, to leave the margin prevail, in the finishing, should consider the type of surface treatment, according to the size of the surface treatment method to design the dimensional tolerance of the finishing, to meet the precision of the product after finishing, many experienced process engineers, often easy to finish in accordance with the requirements of customer drawings The dimensional tolerance control is carried out, and the dimensional influence brought by surface treatment is ignored, which eventually leads to the parts' tolerance cannot be guaranteed, repaired or scrapped.Machining tolerances must be combined with production processing technology and surface treatment to set, if it involves the assembly process, you should also consider the size of the assembly change, choose what kind of assembly method, different assembly
Mechanical processing what is forward milling, what is reverse milling, forward milling refers to the cutting direction of the two interfaces of the workpiece, and the incoming direction of the workpiece, reverse milling refers to the cutting direction of the workpiece and the feed direction of the workpiece back.
The change of forward milling is from thickness to thin, and the change of cutting is from thickness to thickness. Why, reverse milling is traditional milling? The reason is that the traditional milling machine is through ordinary screw drive and nut clearance is very big, in the ordinary iron cutting process, iron because of the clearance of the wire rod, make the tool in cutting process vibration, resulting in the workpiece surface finish is poor, and the tool wear rate is high, and reverse milling can through the tool cut to workbench movement direction, to eliminate the wire clearance, solve the problems of the milling, can participate in heavy cutting processing.
But modern CNC machine processing, it is recommended to adopt the milling, because modern CNC machine tools, generally using ball screw drive, ball rod and nut clearance is small, the precision of transmission, the order will not produce, with ordinary screw problems, and can better improve the surface of processing finish and tool life, this is the machining of milling and reverse milling knowledge, you learned?
There are many kinds of metal processing materials, some unpopular materials even engaged in mechanical processing for a long time are also strange, such as calable alloy, silicon aluminum alloy, so calable alloy processing is the same as stainless materials?
As is known to all, stainless steel material is one of the more common metal processing materials, cutting alloy looks and stainless steel 304 very similar, but its processing difficulty is bigger than stainless steel 304, can choose to use stainless steel tool processing, the current market without special tools for cutting alloy processing, cutting alloy processing parts mainly optical communication parts, stainless steel material is very widely used, compared to cutting alloy processing even more unpopular processing materials
Loggable alloy processing in the market share is very few, engaged in the development of cutting alloy material enterprises are very few, there are a lot of cuttable materials are imported, imported cutting alloy processing is easier than domestic, which is also one of the main reasons why many cuttable alloy processing enterprises choose imported materials.
JCR CNC Models, Engaged in optical communication parts processing for many years, has rich processing experience in cutting alloy processing and silicon aluminum alloy processing, conventional processing materials are anaerobic copper, high silicon aluminum, cutting alloy, aluminum, carbon steel, stainless steel and so on.
Companies engaged in precision machining parts more or less will deal with surface treatment plant, because precision machining parts are generally surface treatment, to improve the performance of precision machining parts make corrosion, so today 3 d kai and together to share the precision machining parts what are the conventional surface treatment way?
first, Surface treatment is generally based on the precision machining parts materials and precision, Degree for selection, In order to control its quality, Conventionally used aluminum materials, The general choice of surface treatment has the anode color, anode black, colored anode, hard anode, color Ming acid, conductive oxidation, etc., According to the requirements of the parts, Select the different oxidation categories, of course, Aluminum can not only improve the ability of precision machining parts through oxidation, Can also be used for nickel plating, silver plating, gold plating and other surface treatment methods, Engaged in precision machining parts in the early engineering process design stage should leave a certain processing size space, To ensure the dimensional accuracy of the precision machining parts after surface treatment.
The oxidation process is only for aluminum, so what are the surface treatment methods of conventional carbon steel? Carbon steel processing precision machining parts can generally choose chemical nickel, bright nickel, electrophoresis, galvanized inscription conventional surface treatment, including plating Ge size control is particularly difficult, so if choose chrome plating, must consider good plating allowance and hanging plating position, avoid the size of high and low potential.
Copper and carbon steel materials, can choose the same kind of surface treatment, copper processing precision machining parts should pay attention to the direct rate of surface treatment, once the surface treatment failure, repair will bring workpiece corrosion to the product, resulting in product scrap.
JCR CNC Models has been engaged in precision machining industry for many years, with rich experience in precision machining, perennial processing of medical equipment parts, optical communication equipment parts, military parts and other precision machining parts.
JCR CNC Models has been engaged in precision parts for more than 10 years. From the initial optical communication parts processing to the current military parts processing, the difficulty coefficient is getting bigger and bigger, so how to design the process allowance of complex precision parts processing? For a brief share:
In the process of precision machining, we change the geometry of the parts to process the cutting size, which I call as the processing allowance. The size of the processing allowance has a great impact on the processing speed, quality and processing cost. If the processing allowance is too large, it will not only increase the processing labor amount, reduce the production efficiency, but also increase the consumption of materials, tools and power, and increase the processing cost. If the processing allowance is too small, it can not eliminate various surface defects and the error of the previous process, nor can it compensate for the installation error of the workpiece in the process of processing, which is easy to make the workpiece scrapped.
Cutting margin is commonly used in our processing by the following methods:
1. Check the table
According to the processing allowance data provided by the relevant processing manual, combined with the actual production situation of our factory, the processing allowance is determined after correction, which is a common method in large processing plants.2. The empirical estimation method
Determine the processing allowance according to the processing experience of the processing technicians. What is the main basis that processing process personnel determines processing allowance standard?
(1) The minimum processing allowance is used to shorten the processing time and reduce the workpiece manufacturing cost.
(2) There should be sufficient processing allowance, especially for the final processing procedure. The machining allowance shall ensure the surface roughness, size, shape and position accuracy specified in the machining drawings (3) sufficient machining allowance to eliminate the workpiece deformation caused by heat treatment.
(4) When processing allowance, the possible changes of processing methods, processing equipment and workpieces in the processing process should be considered.(5) When formulating the processing allowance, the size, shape and other factors of the work piece should be considered.3. Analysis and calculation method
According to the theoretical formula and related experimental data, the factors affecting the processing allowance are analyzed and calculated to determine the processing allowance. What is the calculation formula of the processing allowance?
(1) The minimum allowance is calculated as follows:
Surface treatment: zbmin = aamin abmax
Cylinder processing: 2 zbmin = Damin dbmax
Internal surface treatment: zbmin =abmin aamax
Inner hole processing: 2zbmin =dbmin damax
Note: zbmin (minimum margin on one side in this process), 22 bmin (minimum margin of double-sided diameter in this process), aamin, amin, aamax, damaX (minimum and maximum limit size of previous process), abmin, dbmin, abmax, dbmax (minimum and maximum limit size of this process (after processing))
(2) The calculation formula of the maximum tax exemption is as follows
Zbmax =Zbmin + Ta + Tb
2Zbmax=2Zbmin +Tda +Tdb
Note: TA, TDA (dimensional and diameter tolerances for the previous process), TB, TDB (dimensional and diameter tolerances for this process)
(3) Calculation formula of the basic tolerance of internal and external surface processing:
Unilateral allowance: ZB basic =zbmin + ta
Column allowance: 2 ZB base = 2 zbmin + TDO
Inner hole allowance: 2 ZB base =2zbmin + TDA
The above is the design method of the processing process of complex precision parts, which is often used by the personnel engaged in engineering design, or the programming technicians will also refer to it.
Only cnc processing equipment belongs to precision processing equipment, in the daily use process, is conducive to ensure the longevity and precision of cnc processing equipment?
For cnc processing equipment is divided into daily maintenance and monthly maintenance, quarterly maintenance, which is we usually say level 1 maintenance, secondary maintenance, tertiary maintenance, different levels of maintenance, the project content is more irrelevant, targeted also each is different, in order to ensure the accuracy of cnc processing equipment, enterprises will cnc processing equipment for different degrees of maintenance operations,
Level of maintenance is for routine maintenance, Generally, pay attention to whether the lubricating oil needs to be added, Check whether the air pressure is normal, Whether the coolant is sufficient; Secondary maintenance is generally required to check whether the cleaning filter screen is clean, Whether the whole machine is clean, Whether the knife library is clean; Three-level maintenance needs to check whether the clip claw sleeve is normal, Replace the coolant and clean the water tank, Check whether the chain is worn out, For spindle oil, replace cnc processing equipment, Can effectively ensure the life of the equipment and reduce the equipment failure rate, Provide strong guarantees for production and delivery, so, The maintenance of the cnc processing equipment should not be ignored, Only for scientific maintenance and maintenance, In order to provide a strong guarantee for production.
JCR CNC Models, is a focus on CNC precision machining enterprises, today to talk about the common problems of CNC precision machining points, how should we avoid and prevent it?
The following are the common problems of CNC precision machining:
CNC precision machining common problem point- - - -overcutting
A, overcutting caused by the cutting problem is due to the flexibility of long tool or other reasons, overcutting in the processing process; B, processing parameters unreasonable equipment, equipment rotation too fast or too large, which is also one of the causes of overcutting
C. Incorrect clamping method is also one of the reasons for CNC precision machining
CNC precision machining common problem point- - - -burr
A, cross hole burr is one of the most troublesome problems of CNC precision processing, the burr of the rear processing hole will certainly turn over the front processed hole, resulting in the residue of the burr, B, the root burr is also a dead corner burr is difficult to solve the problem of CNC precision processing, generally speaking, as far as possible to choose A small tool for Angle;
C, the burr produced by the Angle, there are a lot of parts drawings do not allow the sharp Angle inverted bell, which directly leads to the burr produced by the processed Angle to rely on manual removal, and the risk is very high.
CNC precision machining common problem point- - - -point is not allowed
A, the processed burr will affect the accuracy of the division, resulting in the division, resulting in the scrap of parts;
B. The tolerance of the datum is too large, resulting in inaccurate scores;
C. Operators' error will also cause inaccuracy or incorrect data compensation.
4. CNC precision machining common problem point- - - -deformation
A. The release of material stress will lead to deformation of parts, resulting in poor size and scrap of parts;
B. The clamping method is wrong, resulting in the deformation of the parts and the size changes after the loose clip:
C. the cutting amount is too large, resulting in deformation of parts.
The above problems are the common problems of CNC precision machining. Generally speaking, as long as the technical personnel engaged in CNC precision machining must have encountered these problems, if we are solved
According to the current development of precision machining industry, the polarization, the complexity and precision of the parts are getting higher and higher; From the perspective of the precision machining industry, the contrast between the cost and the market price leads to the development of enterprises, so what are the costs of precision machining industry?
At present, in the bead three solution engaged in precision machining enterprises, The first one is the rising cost of renting industrial plants, Starting in 2017, Rental costs for industrial plants have risen sharply, Turn-over and double the processing, Accounting for about 15% of the current cost of precision machining enterprises; next, Is the rise in labor costs, With the improvement of the laws and regulations, Labor costs will also grow up, Labor disputes are the red line that enterprises do not touch, The input in fire safety, Increasing investment in management, And one of the current growing costs; equipment amortization, The disappearance of dividend after aging and the disappearance of labor cost dividend, Constantly updated equipment inputs, Make the precision machining industry more and more difficult.
Equipment input output and quotation is never unable to match the market, this is also one of the causes of precision machining industry costs, precision machining industry competition is also more and more big talent demand is one of the reasons for the rising cost, the excellent technical personnel pay basically five digits, otherwise difficult to recruit to excellent technical personnel, cannot meet the demand of technology.
The market payment cycle is longer, the acceptance is more and more, which leads to the rupture of the enterprise capital chain, the need to solve the problem through financing loans, and further leads to the difficulties in the precision machining industry and enterprise operation, large equipment asset investment, low output, slow payment collection seems to have become a normal phenomenon in the precision machining industry.
















 IPv6 network supported
IPv6 network supported


